35RT Heat Pipe Dehumidification Unit
2025-10-29
Heat pipe dehumidifier; Primary filtration; Variable frequency technology; Backup system; ...
35RT Heat Pipe Dehumidifier Unit


· Product Overview
This product is a high-end dehumidification solution that integrates industrial-grade large cooling capacity with cutting-edge heat pipe recovery technology, specifically designed to tackle severe humidity challenges in ultra-large spaces and high sensible heat environments. Its core value lies in providing absolutely reliable dehumidification capability while achieving maximum energy savings, significantly reducing the total lifecycle operating costs. The equipment deeply couples a 35RT high-power refrigeration system with an efficient heat pipe energy recovery module. The heat pipe system acts as a passive "energy transporter," pre-cooling the air before it enters the main evaporator to enhance dehumidification efficiency; it then uses the recovered condensation heat to reheat the outgoing air, preventing a drop in space temperature. This innovative design significantly reduces compressor load and markedly improves the energy efficiency ratio.
· Product Technology
-
Ultimate Energy Efficiency: The heat pipe system can effectively recover up to 30%-50% of energy consumption, substantially lowering operating costs compared to traditional dehumidifiers of the same cooling capacity, with a short investment payback period.
-
Superior Dehumidification Capacity: The industrial-grade 35RT core provides stable and massive dehumidification, capable of quickly establishing and maintaining the required low-humidity environment in ultra-large spaces.
-
Precise Temperature and Humidity Control: Through intelligent reheating, it achieves independent and precise control over "humidity" and "temperature," completely resolving the conflict between "dehumidification" and "temperature maintenance."
-
Outstanding Reliability and Stability: Core components utilize top industrial brands, and the heat pipe module has no moving parts, offering long life and maintenance-free operation. The system design is streamlined and reliable, ensuring long-term stable operation under 7x24 harsh conditions.
-
Intelligent Centralized Control: Equipped with an advanced central controller that supports multi-device linkage control, remote monitoring, data logging, and fault diagnosis, easily integrating into building automation systems for intelligent, unmanned operation and maintenance.
· Application Scenarios
This product is an ideal choice for the following ultra-large and high-demand environments:
-
Industrial Manufacturing: Giant production workshops, automobile manufacturing plants, large food/pharmaceutical production bases, chemical fiber factories, lithium battery thousand-class drying workshops.
-
Warehousing and Logistics: Grade granaries, reserve warehouses, textile raw material warehouses, port logistics centers.
-
Public Facilities: Large aquariums, indoor water parks, underground spaces of transportation hubs, large archives and museum storage areas.

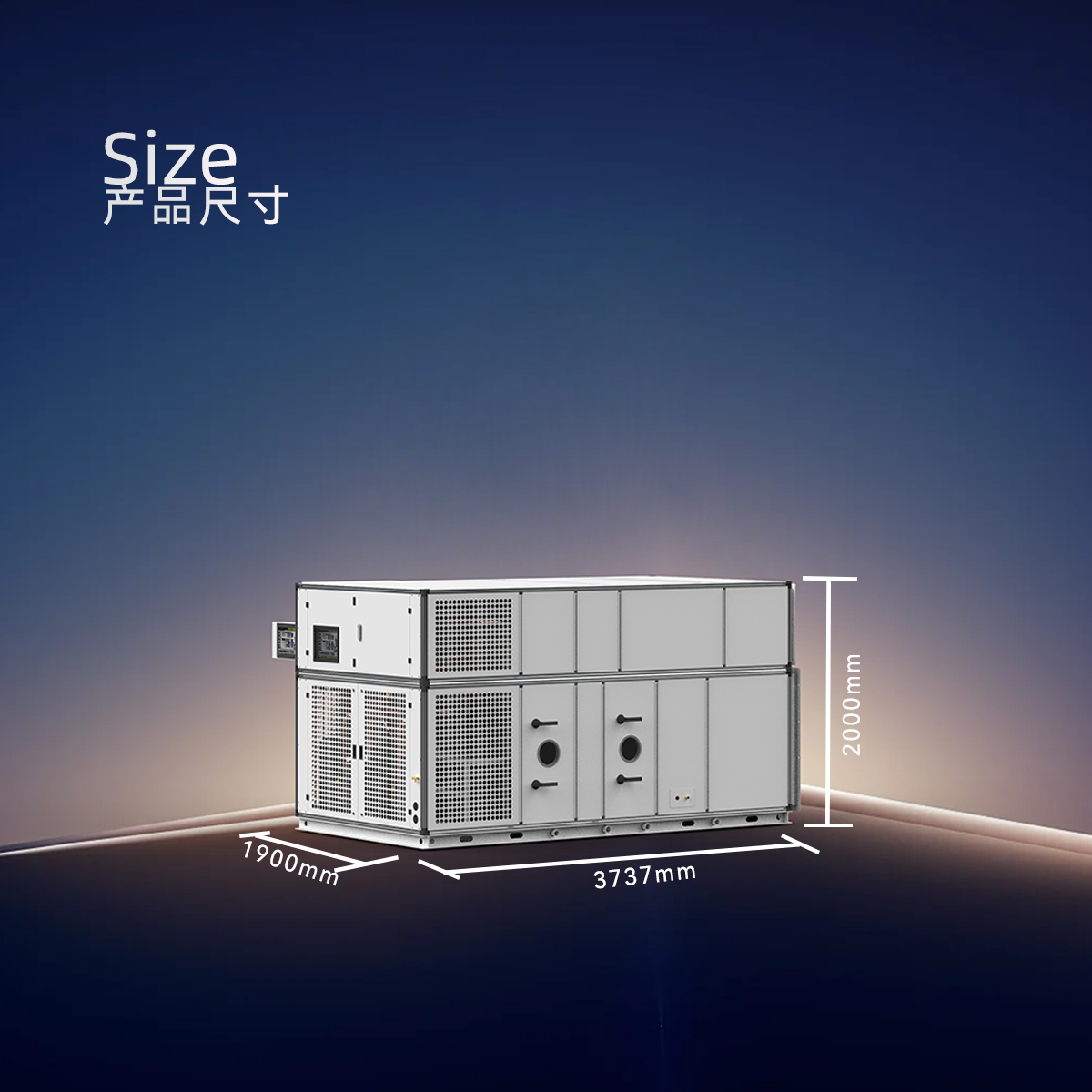
· Product Parameters
Product Model: 35RT
Air Volume: 5000-15200 m²/h (Variable Frequency Adjustment)
Dehumidification Capacity: 43.5 kg/h
Refrigerant: R410A
Compressor: Hitachi
Rated Power: 18.5kw